山特维克可乐满监控系统为您在机械加工中获取和提升更好的安全和收益
栏目:【锋锐*产品分享】
发布时间:2020-09-04
可提高加工过程的安全性


加工过程并非总是能按计划进行。制造过程中的难控制因素和人为错误可能导致零件、机床主轴或切削刀具损坏。小错误往往会导致大问题,如严重的机床停机及延迟输出和交货。
在加工车间中安装过程监控可增强对加工过程的控制。这样做可实现更具可持续性的业务运营,从而减少浪费、提高效率,获得更多利润。
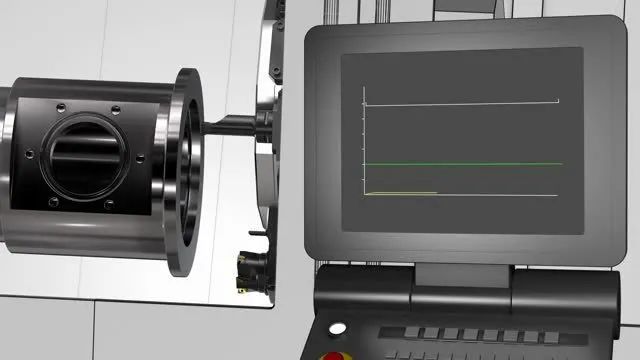
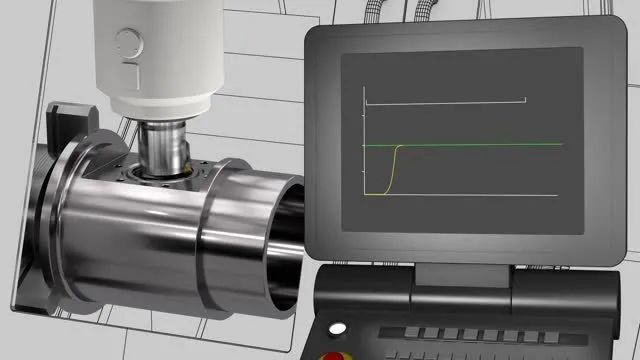
过程监控系统CoroPlus® ProcessControl将实时监控加工过程,如发生特定问题,将根据已编程协议采取相应措施 (如停止机床或更换磨损刀具)。
根据您的自身需求确定过程监控解决方案:
▪ | 碰撞检测 |
▪ | 刀具断裂检测 |
▪ | 刀具磨损检测 |
▪ | 接触检测 |





整体解决方案



金属切削加工方案的专业解决者
致力提高客户生产效率和竞争力
上一篇:
没有了
下一篇:
我的朋友圈
